Proces gięcia w firmie Supron 3
Modernizacja stanowiska pracy przy prasie hydraulicznej: proces rolowania i gięcia w firmie Supron 3.
Przedsiębiorstwo produkcyjne Supron 3 jest wiodącym producentem sprzętu przeciwpożarowego: hydrantów wewnętrznych, szaf ochronnych, węży pożarniczych oraz ekwipunku osobistego strażaka. Dzięki tradycji od 1992 roku i oferowanym świetnym produktom posiada wysoką renomę wśród odbiorców na rynku krajowym.
SUPRON 3
ul. Sadownicza 6, 26-600 RADOM
tel. 48 363 99 66, tel./fax 48 363 21 85
e-mail: supron@supron.pl
Głównym celem była modernizacja stanowiska pracy przy prasie hydraulicznej, która wykorzystywana jest w procesie rolowania i gięcia detali do szafek, zawiasów i innych elementów galanterii metalowej.
ROZWIĄZANIE
Programiści i konstruktorzy Easy Robots dokonali analizy procesów produkcyjnych w firmie Supron 3 i zarekomendowali rozpoczęcie projektu doskonalącego.
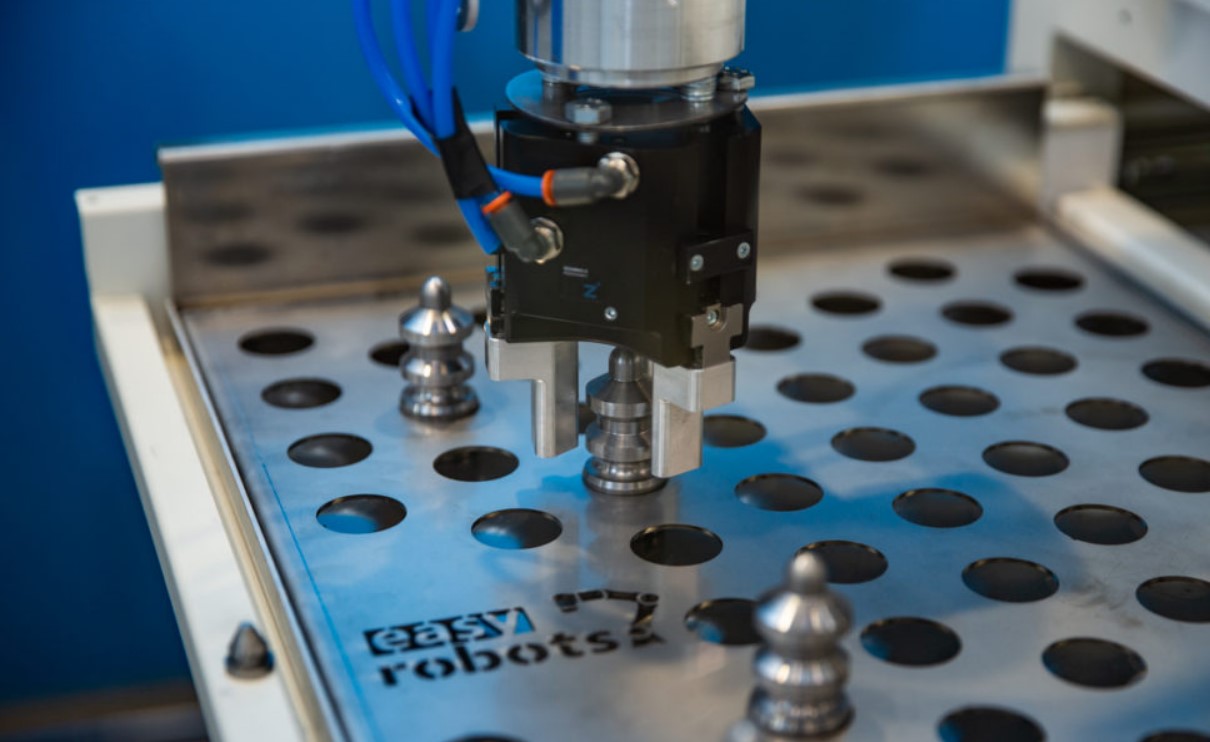
zasobnik na detale
4 szuflady wysuwane dwustronnie
profilowane tace wymienne
W wyniku prac powstało stanowisko z zasobnikiem na kilkaset sztuk detali, które poddawane są obróbce. Ramie robotyczne ES5 umieściliśmy nad magazynem szufladowym dzięki czemu udało się ograniczyć wymaganą przestrzeń roboczą. 4 szuflady stanowiska, wyposażone w profilowane tace wymienne, pozwalają na szybkie uzupełnienie detali surowych przez pracowników. Proces ten nie wymaga zatrzymania pracy ani robota, ani maszyny. Ponadto, pracownik nie musi nadzorować pracy tych urządzeń, aż do momentu kiedy konieczne jest ponowne uzupełnianie tac na detale.
2 aplikacje 4 wzory blaszek
proces rolowania i gięcia pod kątem 90 stopni
W projekcie zostały opracowane po dwie aplikacje na 4 różne wzory blaszek. Pierwsza aplikacja to rolowanie, a druga to dwukrotne gięcie pod kątem 90 stopni.
Proces rolowania
Tace z których robot pobiera surowy detal do obróbki rolowania mogą być wykorzystane do wszystkich 4 wzorów blaszek, które są wykonywane na prasie. Manipulator ES5 odsuwa szuflady i pobiera z tacy detal wyjściowy, a następnie układa go na matrycy prasy krawędziowej. Proces rolowania jest kilkustopniowy. Ramie robotyczne podkłada detal na różne stopnie matrycy, aż do momentu uzyskania gotowego elementu, który następnie zrzucany jest automatycznie na przenośnik.
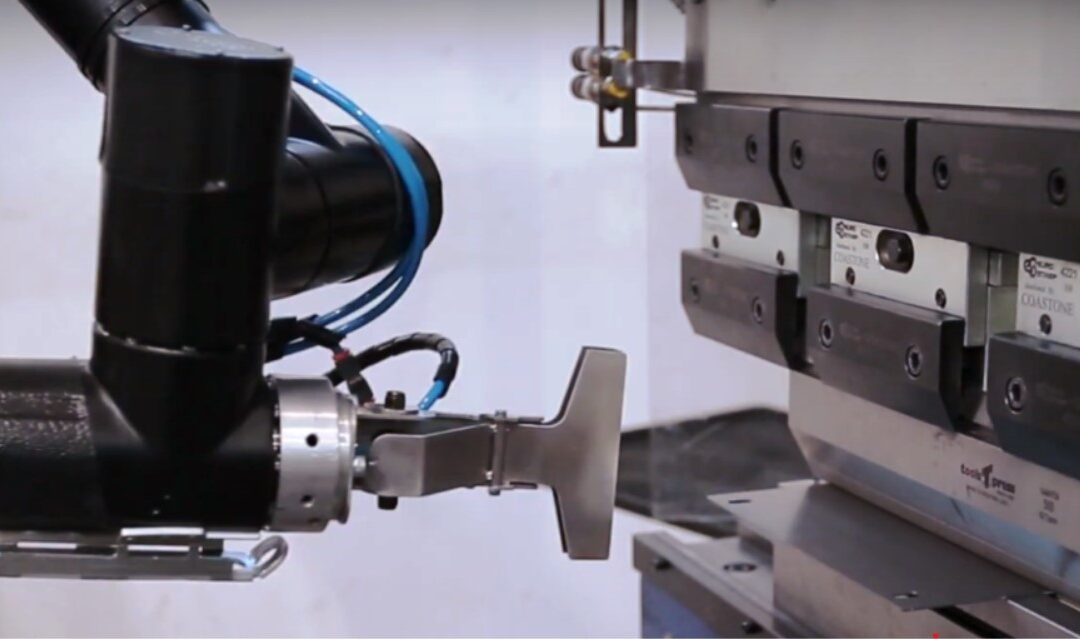
Proces gięcia
W procesie gięcia pod kątem prostym blaszki już zrolowane pobierane są z szuflad, a następnie podawane do narzędzia prasy krawędziowej. Gięcie składa się z dwóch procedur po czym robot odbiera gotowy detal z maszyny i umieszcza go przenośnik.
REZULTATY
ZWIĘKSZENIE BEZPIECZEŃSTWA
Gięcie zrobotyzowane zmieniło dotychczasowy model pracy. Automatyzacja pozwala pracownikom na skupienie się na istotnych zadaniach zamiast na rutynowych czynnościach, które z upływem zmiany i narastającego zmęczenia operatora mogą być obarczone popełnianiem błędów, a nawet niebezpieczne.
CIĄGŁOŚĆ PRACY
Nie tylko skrócił się czasu realizacji pojedynczego procesu, ale także tace na detale zastosowane w magazynie szufladowym zapewniły ciągłość pracy.
NIECAŁE 35 SEKUND NA PEŁEN PROCES
Mimo, że zwiększenie produktywności nie było priorytetem w tym projekcie, udało się podwyższyć również ten wskaźnik. Średnia wypadkowa norma dla pracownika w procesie rolowania wynosiła dotychczas 45 sekund na jeden pełen proces, od surowego detalu do gotowego. Robotowi zajmuje to obecnie niecałe 35 sekund.